
3D printing, especially metal 3D printing, has undergone a period of maturation over the last 5 years. Not only have we learned new ways of working with the process and materials, we have learned what was wrong with many of our earliest assumptions. I had the opportunity to chair a 2-day 3D printing summit at MD&M West last week with some incredibly knowledgeable people. Here are a few things I learned.
Weight & Mechanical Force Optimization is not Enough to Make a Printed Design Safe
"Every vibration frequency possible lies somewhere in that structure." Said Eric Miller from PADT about the LightRider Motorcycle design. "You couldn't NOT hit the natural frequency of some part of that motorcycle frame while riding down the road."
Mechanical failure due to vibration, stress concentrations, thermal expansion effects and more all increase with the complexity of a part. Adding air flow produces turbulence and acoustic issues as the wind whistles through a design at 60 mph. Design optimization algorithms, like any kind of software, follow a set of assumptions about what an "optimal" design is. The highly organic looking elements that have been floating around the internet look at strength and weight, but little else. These parts are also optimized for only one or two common loading conditions, rather than the whole range of forces they could experience. Truly functional metal 3D printed parts, such at this fuel nozzle developed by GE, are far more weight optimized than their previous counterparts, but remain geometrically simple enough to avoid the other hazards mentioned.

Complexity is NOT always Free
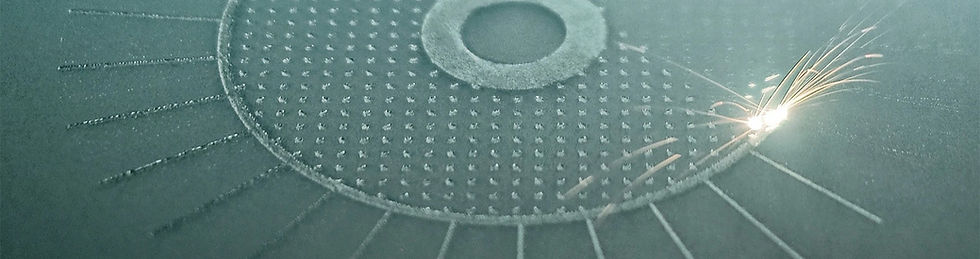
Lattices can be a great way to generate a light-weight version of a part using software generated design features. However, lattices can also greatly increase the length of time needed to print a part. Complexity is, in fact, NOT completely free. A cross section of a lattice is essentially a field of dots. If a print head generates these dots via a progressive scanning path (row-by-row, the fastest way), a metal powder structure built up of those slices can be very fragile and have a rough surface finish. A more precise, robust part is made by the print head tracing around each cross-sectional "dot" in a series of concentric paths. However, this means the print head is starting and stopping at every single dot, accelerating and decelerating a 100x more frequently than they would into a continuous scanning path, thus greatly increasing the overall print time.
Service Providers and Metals
Bringing a whole new set of machines online, and validating them to produce parts with the regularity and quality customers expect, is no small task. Even if the machines and materials exist, it's a major investment for a service provider to include it in their portfolio. As George Morar said on one panel, "We need a customer to drag us to a material". It took ProtoLabs a full two years to offer their latest material, a copper alloy. The good news is that the metal 3D printing industry has grown to the point that there are now custom formulated metal powders being optimized specifically for 3D printing, instead of being "borrowed" from older manufacturing methods such as metal injection molding (MIM).

Be Careful with Your Fluid Modeling when 3D printing Cooling Channels
One of the great features we've seen in 3D metal is the ability to build precisely placed, tiny flow channels throughout a part to fine-tune its thermal performance (see the fuel nozzle designed by GE below). Eric Miller from PADT cautions designers not to forget the final surface finish. Most powder bed metal printing methods will leave a textured surface on the inside of those channels, quite different from the perfectly smooth ideal surfaces used in modeling programs. Depending on the size of these channels, that texture can result in a much lower fluid flow (reducing cooling performance) than estimated, or can even have the opposite effect by increasing turbulence in the coolant.

3D printing, quality and reliability
The final mechanical and material properties of a 3D printed metal part are heavily influenced by how they are nested (arranged on a built plate) and how their support structures are designed. To produce repeatable metal parts, you not only need to repeat the part geometry, but repeat the exact same manufacturing infrastructure around that part as it is formed. Even if they used the same build geometry, two supplier may use different machines, with different lasers running at different settings. As Melissa Orme, VP of Additive Manufacturing at Boeing, pointed out, there are no good training systems or automated nesting and support software that link the properties of the final part to its manufacturing structure and the printer environment. She also pointed out that a key part of producing effective 3D printed metal parts is taking part orientation and support structures into account from the very beginning of the design. A recent satellite antenna design by a team at Boeing was designed in this way, allowing it to be printed support free.

Think Less "Print on Demand" and more "Digital Inventory"
Metal 3D printing has some value for new designs, but it also has some very critical applications in old ones. Depending on the industry, there are mechanical parts of infrastructure that can remain fully functional for decades after their original manufacturer stops producing replacement components. This occurs regularly in equipment developed for heavy manufacturing, mining, farming and shipping. Manufacturers have to decide which components to stockpile against their customer's needs for generations to come, leading to warehouses full of parts banked against their potential use. A deep sea oil rig may have a hundred critical components capable of shutting it down in the case of a failure, to the price tag of a million dollars a day in lost production. Metal 3D printed parts may not be price-competitive against other mass manufacturing methods, but they have very real value when they can resolve time critical part sourcing situations.
Explosions...metal powder can explode.
For those not familiar with handling fine metal powder, certain alloys carry a very real risk of exploding when allowed to disperse in the air (such as when loading or unloading powder beds) near a potential ignition source. There have been high profile cases fined by OSHA and additional government groups are looking to educate manufacturers on both the fire and inhalation risks of the new materials. The National Institute for Occupational Safety and Health is a non-regulatory (ie they are NOT OSHA) group currently studying a wide range of potential work hazards associated with 3D printing. They will be posting guides and publications based on their research in the upcoming months.
Many thanks to brilliant presentations by Eric Miller from PADT Inc., Laura Hodson from the National Institute for Occupational Safety and Health, George Morar from Protolabs, Jacob Rindler from Ohio State's Center for Design and Manufacturing Excellence, Mellissa Orm from Boeing, Kevin Creehan from Wipro, Dr. Satyandra Gupta from the Center for Advanced Manufacturing at USC.
Comments